Processes with streams comprised of gases, liquids, powders, slurries and melts tend to exhibit variations in behavior as operating level changes. This, in fact, is the very nature of a nonlinear process. For this reason, our recipe for controller design and tuning begins by specifying our design level of operation.
| Controller Design and Tuning Recipe: | |
| 1. | Establish the design level of operation (DLO), which is the normal or expected values for set point and major disturbances. |
| 2. | Bump the process and collect controller output (CO) to process variable (PV) dynamic process data around this design level. |
| 3. | Approximate the process data behavior with a first order plus dead time (FOPDT) dynamic model. |
| 4. | Use the model parameters from step 3 in rules and correlations to complete the controller design and tuning. |
Nonlinear Behavior of the Gravity Drained Tanks
The dynamic behavior of the gravity drained tanks process is reasonably intuitive. Increase or decrease the inlet flow rate into the upper tank and the liquid level in the lower tank rises or falls in response.
One challenge this process presents is that its dynamic behavior is nonlinear. That is, the process gain, Kp; time constant, Tp; and/or dead time, Өp; changes as operating level changes. This is evident in the open loop response plot below (click for large view).
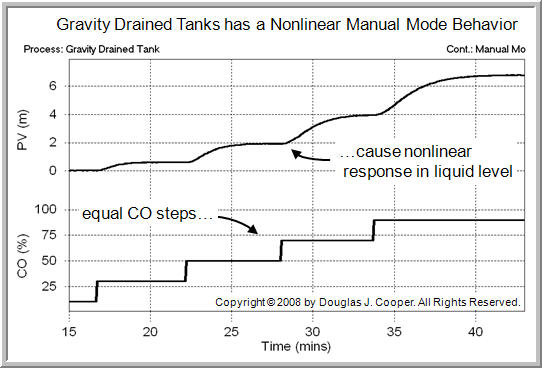
As shown above, the CO is stepped in equal increments, yet the response behavior of the PV changes as the level in the tank rises. The consequence of nonlinear behavior is that a controller designed to give desirable performance at one operating level may not give desirable performance at another level.
Nonlinear Behavior of the Heat Exchanger
Nonlinear process behavior has important implications for controller design and tuning. Consider, for example, our heat exchanger process under PI control.
When tuned for a moderate response as shown in the first set point step from 140 °C to 155 °C in the plot below (click for large view), the process variable (PV) responds in a manner consistent with our design goals. That is, the PV moves to the new set point (SP) reasonably quickly but does not overshoot the set point.
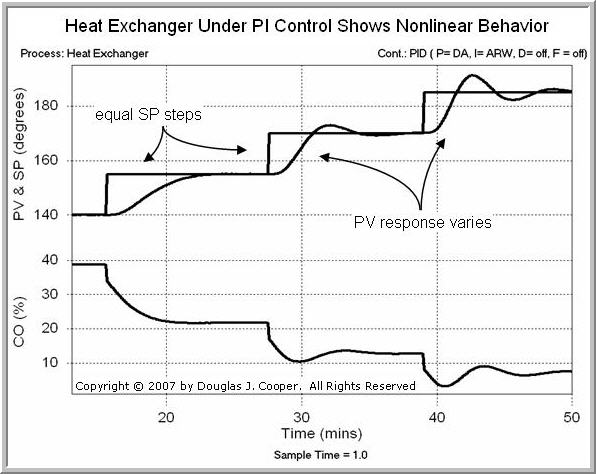
The consequence of a nonlinear process character is apparent as the set point steps continue to higher temperatures. In the third set point step from 170 °C to 185 °C, the same controller that had given a desired moderate performance now produces a PV response with a clear overshoot and some oscillation.
Such a change in performance with operating level may be tolerable in some applications and unacceptable in others. As we discuss in this article, “best” performance is something we judge for ourselves based on the goals of production, capabilities of the process, impact on down stream units and the desires of management
Nonlinear behavior should not catch us by surprise. It is something we can know about our process in advance. And this is why we should choose a design level of operation as a first step in our controller design and tuning procedure.
Step 1: Establish the Design Level of Operation (DLO)
Because, as shown in the examples above, processes have process gain, Kp; time constant, Tp; and/or dead time, Өp values that change as operating level changes, and these FOPDT model parameter values are used to complete the controller design and tuning procedure, it is important that dynamic process test data be collected at a pre-determined level of operation.
Defining this design level of operation (DLO) includes specifying where we expect the set point (SP) and measured process variable (PV) to be during normal operation, and the range of values the SP and PV might typically assume. This way we know where to explore the dynamic process behavior during controller design and tuning.
The DLO also considers our major disturbances (D). We should know the normal or typical values for our major disturbances. And we should be reasonably confident that the disturbances are quiet so we may proceed with a bump test to generate and record dynamic process data.
Step 2. Collect Dynamic Process Data Around the DLO
The next step in our recipe is to collect dynamic process data as near as practical to our design level of operation. We do this with a bump test, where we step or pulse the CO and collect data as the PV responds.
It is important to wait until the CO, PV and D have settled out and are as near to constant values as is possible for our particular operation before we start a bump test. The point of bumping a process is to learn about the cause and effect relationship between the CO and PV.
With the process at steady state, we are starting with a clean slate. As the PV responds to the CO bumps, the dynamic cause and effect behavior is isolated and evident in the data. On a practical note, be sure the data capture routine is enabled before the initial bump is implemented so all relevant data is collected.
Two popular open loop (manual mode) methods are the step test and the doublet test.
For either method, the CO must be moved far enough and fast enough to force a response in the PV that dominates the measurement noise.
Also, our bump should move the PV both above and below the DLO during testing. With data from each side of the DLO, the model (step 3) will be able to average out the nonlinear effects as discussed above.
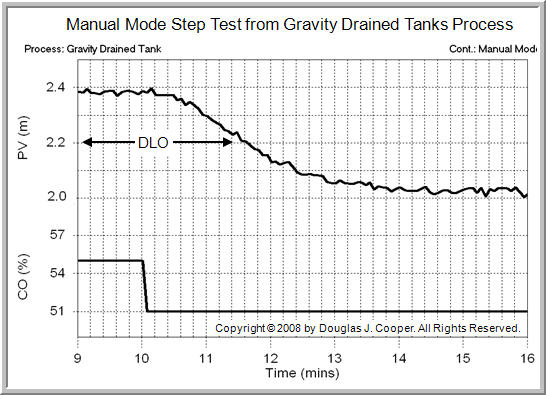
• Step Test
To collect data that will “average out” to our design level of operation, we start the test at steady state with the PV on one side of (either above or below) the DLO. Then, as shown in the plot below, we step the CO so that the measured PV moves across to settle on the other side of the DLO.
We can either start high and step the CO down (as shown above), or start low and step the CO up. Both methods produce dynamic data of equal value for our design and tuning recipe.
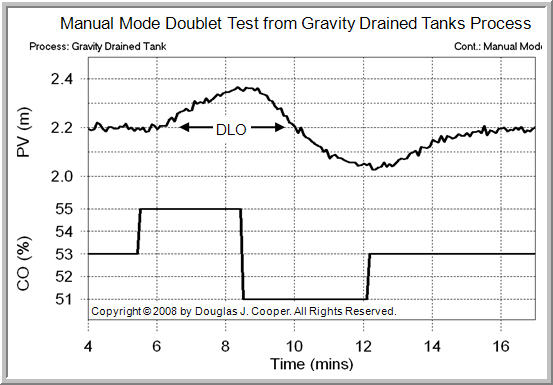
• Doublet Test
A doublet test, as shown below, is two CO pulses performed in rapid succession and in opposite direction. The second pulse is implemented as soon as the process has shown a clear response to the first pulse that dominates the noise in the PV. It is not necessary to wait for the process to respond to steady state for either pulse.
The doublet test offers attractive benefits, including that it starts from and quickly returns to the DLO, it produces data both above and below the design level to “average out” the nonlinear effects, and the PV always stays close to the DLO, thus minimizing off-spec production. Such data does require commercial software for model fitting, however.
Step 3: Fit a FOPDT dynamic model to Process Data
In fitting a first order plus dead time (FOPDT) model, we approximate those essential features of the dynamic process behavior that are fundamental to control. We need not understand differential equations to appreciate the articles on on this site, but for completeness, the first order plus dead time (FOPDT) dynamic model has the form:

Where:
PV(t) = measured process variable as a function of time
CO(t – Өp) = controller output signal as a function of time and shifted by Өp
Өp = process dead time
t = time
When the FOPDT dynamic model is fit to process data, the results describe how PV will respond to a change in CO via the model parameters. In particular:
▪ Process gain, Kp, describes the direction and how far PV will travel,
▪ Time constant, Tp, states how fast PV moves after it begins its response,
▪ Dead time, Өp, is the delay from when CO changes until when PV begins to respond.
An example study that compares dynamic process data from the heat exchanger with a FOPDT model prediction can be found here. Comparisons between data and model for the gravity drained tanks can be found here and here.
Step 4: Use the model parameters to complete the design and tuning
In step 4, the three FOPDT model parameters are used in correlations to compute controller tuning values. For example, the chart below lists internal model control (IMC) tuning correlations for the PI controller and dependent ideal PID controller, anddependent ideal PID with CO filter forms:
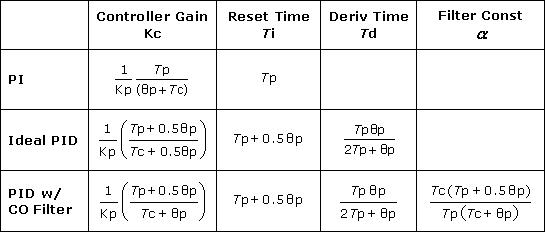
The closed loop time constant, Tc, in the IMC correlations is used to specify the desired speed or quickness of our controller in responding to a set point change or rejecting a disturbance. The closed loop time constant is computed:
▪ aggressive performance: Tc is the larger of 0.1·Tp or 0.8·Өp
▪ moderate performance: Tc is the larger of 1·Tp or 8·Өp
▪ conservative performance: Tc is the larger of 10·Tp or 80·Өp
Use the Recipe – It is Best Practice
The FOPDT dynamic model of step 3 also provides us the information we need to decide other controller design issues, including:
• Controller Action
Before implementing our controller, we must input the proper direction our controller should move to correct for growing errors. Some vendors use the term “reverse acting” and “direct acting.” Others use terms like “up-up” and “up-down” (as CO goes up, then PV goes up or down). This specification is determined solely by the sign of the process gain, Kp.
• Loop Sample Time, T
Process time constant, Tp, is the clock of a process. The size of Tp indicates the maximum desirable loop sample time. Best practice is to set loop sample time, T, at 10 times per time constant or faster (T ≤ 0.1Tp). Faster may provide modestly improved performance. Slower than five times per time constant leads to significantly degraded performance.
• Dead Time Problems
As dead time grows greater than the process time constant (when Өp > Tp), controller performance can benefit from a model based dead time compensator such as the Smith predictor.
• Model Based Control
If we choose to employ a Smith predictor, or perhaps a dynamic feed forward element, a multivariable decoupler, or any other model based controller, we need a dynamic model of the process to enter into the control computer. The FOPDT model from step 3 of the recipe is usually appropriate for this task.