The simplest algorithm in the PID family is a proportional or P-Only controller. Like all automatic controllers, it repeats a measurement-computation-action procedure at every loop sample time, T, following the logic flow shown in the block diagram below (click for large view):
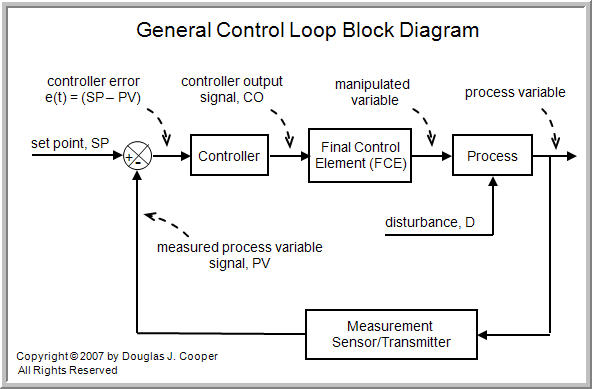
Starting at the far right of the control loop block diagram above:
| ▪ | A sensor measures and transmits the current value of the process variable, PV, back to the controller (the ‘controller wire in’) |
| ▪ | Controller error at current time t is computed as set point minus measured process variable, or e(t) = SP – PV |
| ▪ | The controller uses this e(t) in a control algorithm to compute a new controller output signal, CO |
| ▪ | The CO signal is sent to the final control element (e.g. valve, pump, heater, fan) causing it to change (the ‘controller wire out’) |
| ▪ | The change in the final control element (FCE) causes a change in a manipulated variable |
| ▪ | The change in the manipulated variable (e.g. flow rate of liquid or gas) causes a change in the PV |
The goal of the controller is to make e(t) = 0 in spite of unplanned and unmeasured disturbances. Since e(t) = SP – PV, this is the same as saying a controller seeks to make PV = SP.
The P-Only Algorithm
The P-Only controller computes a CO action every loop sample time T as:
CO = CObias + Kc∙e(t)
Where:
CObias = controller bias or null value
Kc = controller gain, a tuning parameter
e(t) = controller error = SP – PV
SP = set point
PV = measured process variable
Design Level of Operation
Real processes display a nonlinear behavior, which means their apparent process gain, time constant and/or dead time changes as operating level changes and as major disturbances change. Since controller design and tuning is based on these Kp, Tp and Өp values, controllers should be designed and tuned for a pre-defined level of operation.
When designing a cruise control system for a car, for example, would it make sense for us to perform bump tests to generate dynamic data when the car is traveling twice the normal speed limit while going down hill on a windy day? Of course not.
Bump test data should be collected as close as practical to the design PV when the disturbances are quiet and near their typical values. Thus, the design level of operation for a cruise control system is when the car is traveling at highway speed on flat ground on a calm day.
Definition: the design level of operation (DLO) is where we expect the SP and PV will be during normal operation while the important disturbances are quiet and at their expected or typical values.
Understanding Controller Bias
Let’s suppose the P-Only control algorithm shown above is used for cruise control in an automobile and CO is the throttle signal adjusting the flow of fuel to the engine.
Let’s also suppose that the speed SP is 70 and the measured PV is also 70 (units can be mph or kph depending on where you live in the world). Since PV = SP, then e(t) = 0 and the algorithm reduces to:
CO = CObias + Kc∙(0) = CObias
If CObias is zero, then when set point equals measurement, the above equation says that the throttle signal, CO, is also zero. This makes no sense. Clearly if the car is traveling 70 kph, then some baseline flow of fuel is going to the engine.
This baseline value of the CO is called the bias or null value. In this example, CObias is the flow of fuel that, in manual mode, causes the car to travel the design speed of 70 kph when on flat ground on a calm day.
Definition: CObias is the value of the CO that, in manual mode, causes the PV to steady at the DLO while the major disturbances are quiet and at their normal or expected values.
A P-Only controller bias (sometimes called null value) is assigned a value as part of the controller design and remains fixed once the controller is put in automatic.
Controller Gain, Kc
The P-Only controller has the advantage of having only one adjustable or tuning parameter, Kc, that defines how active or aggressive the CO will move in response to changes in controller error, e(t).
For a given value of e(t) in the P-Only algorithm above, if Kc is small, then the amount added to CObias is small and the controller response will be slow or sluggish. If Kc is large, then the amount added to CObias is large and the controller response will be fast or aggressive.
Thus, Kc can be adjusted or tuned for each process to make the controller more or less active in its actions when measurement does not equal set point.
P-Only Controller Design
All controllers from the family of PID algorithms (P-Only, PI, PID) should be designed and tuned using our proven recipe:
| 1. | Establish the design level of operation (the normal or expected values for set point and major disturbances). |
| 2. | Bump the process and collect controller output (CO) to process variable (PV) dynamic process data around this design level. |
| 3. | Approximate the process data behavior with a first order plus dead time (FOPDT) dynamic model. |
| 4. | Use the model parameters from step 3 in rules and correlations to complete the controller design and tuning. |
The Internal Model Control (IMC) tuning correlations that work so well for PI and PIDcontrollers cannot be derived for the simple P-Only controller form. The next best choice is to use the widely-published integral of time-weighted absolute error (ITAE) tuning correlation:
| Moderate P-Only: | 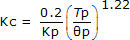 |
This correlation is useful in that it reliably yields a moderate Kc value. In fact, some practitioners find that the ITAE Kc value provides a response performance so predictably modest that they automatically start with an aggressive P-Only tuning, defined here as two and a half times the ITAE value:
Aggressive P-Only: Kc = 2.5 (Moderate Kc)
Reverse Acting, Direct Acting and Control Action
Time constant, Tp, and dead time, Өp, cannot affect the sign of Kc because they mark the passage of time and must always be positive. The above tuning correlation thus implies that Kc must always have the same sign as the process gain, Kp.
When CO increases on a process that has a positive Kp, the PV will increase in response. The process is direct acting. Given this CO to PV relationship, when in automatic mode (closed loop), if the PV starts drifting too high above set point, the controller must decrease CO to correct the error.
This “opposite to the problem” reaction is called negative feedback and forms the basis of stable control.
A process with a positive Kp is direct acting. With negative feedback, the controller must be reverse acting for stable control. Conversely, when Kp is negative (a reverse acting process), the controller must be direct acting for stable control.
Since Kp and Kc always have the same sign for a particular process and stable control requires negative feedback, then:
• direct acting process (Kp and Kc positive) −› use a reverse acting controller
• reverse acting process (Kp and Kc negative) −› use a direct acting controller
In most commercial controllers, a positive value of the Kc is always entered. The sign (or action) of the controller is then assigned by specifying that the controller is either reverse or direct acting to indicate a positive or negative Kc respectively.
If the wrong control action is entered, the controller will quickly drive the final control element (e.g., valve, pump, compressor) to full on/open or full off/closed and remain there until the proper control action entry is made.
Proportional Band
Some manufacturers use different forms for the same tuning parameter. The popular alternative to Kc found in the marketplace is proportional band, PB.
In many industry applications, both the CO and PV are expressed in units of percent. Given that a controller output signal ranges from a minimum (COmin) to maximum (COmax) value, then:
PB = (COmax – COmin)/Kc
When CO and PV have units of percent and both range from 0% to 100%, the much published conversion between controller gain and proportional band results:
PB = 100/Kc
Many case studies on this site assign engineering units to the measured PV because plant software has made the task of unit conversions straightforward. If this is true in your plant, take care when using these conversion formula.
Implementation Issues
Implementation of a P-Only controller is reasonably straightforward, but this simple algorithm exhibits a phenomenon called “offset.” In most industrial applications, offset is considered an unacceptable weakness. We explore P-Only control, offset and other issues for the heat exchanger and the gravity drained tanks processes.