By Jim Riggs1
In the first article of this series, Jim discussed the importance and challenges associated with distillation control and the control relevant issues of distillation operations. Here he continues the discussion by presenting the major disturbances affecting composition control and the importance of properly functioning regulatory controls. Please refer to the previous article for terminology and variable definitions.
Disturbances
The type and magnitude of disturbances affecting a distillation column have a direct effect on the resulting product variability. An analysis of the major types of disturbances encountered in distillation columns follows.
• Feed composition upsets
Changes in the feed composition represent the most significant upsets with which a distillation control system must deal on a continuous basis. A feed composition change shifts the composition profile through the column resulting in a large upset in the product compositions. Most industrial columns do not have a feed composition analyzer; therefore, feed composition upsets usually appear as unmeasured disturbances. When a feed composition analyzer is available, a feedforward controller can be applied using the on-line measurements of the feed composition. Because feed composition changes represent a major disturbance for distillation control, the sensitivity of potential control configurations to feed composition upsets is a major issue for configuration selection.
• Feed flow rate upsets
The flow rates in a steady-state model of a column with constant tray efficiencies scale directly with column feed rate. Therefore, ratio control (using L/F, D/F, V/F or B/F as composition controller output) is an effective means of handling feed flow rate upsets. Dynamic compensation is normally required to account for the dynamic mismatch between the response of the product compositions to feed flow rate changes and the response to changes in the MVs. When certain ratios (e.g., L/D, V/B) are used as MVs, these ratios, combined with the level control, automatically compensate for feed flow rate changes.
• Feed enthalpy upsets
For columns that use a low reflux ratio, feed enthalpy changes can significantly alter the vapor/liquid rates inside the column, causing a major shift in the internal composition profile and, therefore, a significant upset in the product compositions. This upset can be difficult to identify because (1) most industrial columns do not have feed temperature measurements and (2) even if a feed temperature measurement is available, it does not detect feed enthalpy changes for a two-phase feed. This disturbance may be difficult to distinguish from feed composition upsets without a more detailed analysis. It may be necessary to install a feed preheater or cooler to maintain a constant feed enthalpy to a column.
• Subcooled reflux changes
When a thundershower passes over a plant, the reflux temperatures for the columns can drop sharply. Columns that use finned-fan coolers as overhead condensers are particularly susceptible to rapid changes in ambient conditions. If internal reflux control is not applied, severe upsets in the operation of the columns result because of major shifts in the composition profiles of the columns. When internal reflux control is correctly applied, the impact of a thunderstorm on column operations can be effectively eliminated.
• Loss of reboiler steam pressure
When a steep drop in steam header pressure occurs, certain columns (those operating with control valves on the reboiler steam that are nearly fully open) experience a sharp drop in reboiler duty. This results in a sharp increase in the impurity levels in the products. When the steam header pressure returns to its normal level, the composition control system for the column attempts to return to the normal product purities. Because of the severity of this upset, if the composition controllers are not properly tuned, the upset can be amplified by the composition controllers, requiring the operators to take these controllers off-line to stabilize the column, greatly extending the duration of the period of production of off-specification products. This disturbance is, in general, the most severe disturbance that a control system on a distillation column must handle and may require invoking overrides that gradually bring the operation of the column to its normal operating window instead of expecting the composition controllers to handle this severe upset by themselves.
• Column pressure upsets
Column pressure has a direct effect on the relative volatility of the key components in the column. Thus, changes in the column pressure can significantly affect product compositions. A properly implemented pressure control scheme maintains column pressure close to its set point, with only short-term and low-amplitude departures. A large class of columns (e.g., refinery columns) is operated at maximum condenser duty to maximize column separation, which minimizes steam usage. For these cases, the column pressure increases during the day, when the cooling water or ambient air temperature is the greatest, and decreases at night, but the resulting pressure changes are usually slow enough that the composition controller can efficiently reject this disturbance.
Regulatory Controls
Improperly functioning flow, level or pressure controllers can undermine the effectiveness of the product composition controllers.
• Flow controllers
Flow controllers are used to control the flow rates of the products, the reflux and the heating medium used in the reboiler and their set points are determined by the various level and composition controllers. To assess the performance of a flow control loop, you can applying block sine waves and comparing these results for the dead band and time constant with the expected performance levels.
• Level controllers
Level controllers are used to maintain the level in the accumulator, the reboiler and the intermediate accumulator of a stacked column (i.e., a distillation column composed of two separate columns when there are too many trays for one column). Loose level control on the accumulator and reboiler has been shown to worsen the composition control problem for material balance control configurations (when either D or B is used as a MV for composition control). When D or B is adjusted, the internal vapor/liquid traffic changes only after the corresponding level controller acts as a result of the change in D or B. On the other hand, if a level controller is tuned too aggressively, it can result in oscillations passed back to the column and contribute to erratic operation. When the reboiler duty is set by the level controller on the reboiler, a level controller that causes oscillation in the reboiler can also cause cycling in the column pressure.
• Column pressure controllers
The column overhead pressure acts as an integrator and is determined by the net accumulation of material in the vapor phase. Column pressure is controlled by directly changing the amount of material in the vapor phase of the overhead or by changing the rate of condensation of the overhead, which converts low-density vapor to high-density liquid. A variety of approaches can be used to control column pressure including:
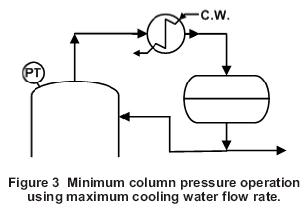
1. using the maximum cooling water flow rate and allowing the column pressure to float at the minimum pressure level (Figure 3).
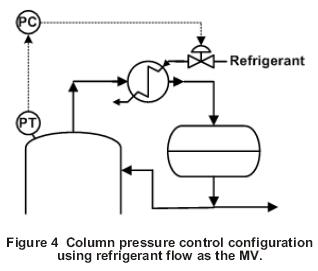
2. adjusting the flow rate of a refrigerant to the condenser (Figure 4).
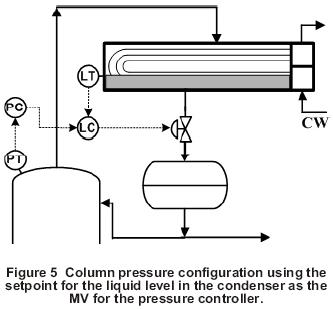
3. adjusting the level of liquid in the condenser to change the effective heat-transfer area (Figure 5).
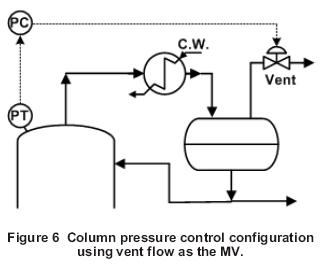
4. venting vapor from the accumulator (Figure 6).
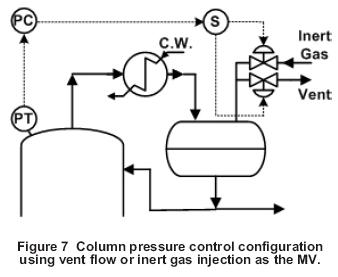
5. venting vapor from or injecting inert gas into the vapor space in the accumulator (Figure 7).
Note that approaches 1 – 3 directly affect the rate of vapor condensation to control pressure while approaches 4 and 5 directly adjust the amount of vapor in the overhead of the column for pressure control.
The fastest-responding pressure control configurations (i.e., the approaches that should provide the tightest control to set point) are vent flow (Figure 6) and vent flow or inert injection (Figure 7).
The override/select controller in Figure 7 uses vent flow when the measured pressure is above set point and uses the injection of an inert gas when the pressure is below set point.
The speed of the pressure control loops based on manipulating the flow of a refrigerant (Figure 4) and adjusting the effective heat-transfer area (Figure 5) respond considerably more slowly because both of these approaches make changes in the rate of heat transfer to change the column pressure.
Operating at minimum column pressure (Figure 3) allows the column pressure to swing with the maximum pressure normally occurring during the afternoon and the minimum pressure occurring early in the morning.
More on Distillation Control
The application of the best high-level approach to distillation control (e.g., model predictive control) will generally be ineffective if the process is not thoroughly understood and the regulatory controls are not implemented properly.
The next article in this series on distillation control discusses the use of product composition measurements in distillation column control and explores single composition control strategies.
_______
1. This material is reprinted from Chemical Process Control, 2nd Ed. with the permission of the publisher: Ferret Publishing (806 747 3872).
About the Author
Jim Riggs is a professor of chemical engineering at Texas Tech University, where he has been since 1983. He has served as an industrial consultant and presented a number of industrial short courses on various topics relating to process control. He is the author of several popular chemical engineering textbooks and co-founded the Texas Tech Process Control Consortium in 1992.
Jim Riggs
Department of Chemical Engineering
Texas Tech University
Lubbock, Texas 79410
Email: jim.riggs@ttu.edu